

O OEE – Overall Equipment Effectiveness, leva em consideração todas as perdas (tempo, velocidade e qualidade), assim, resultando em uma medida de tempo de fabricação verdadeiramente produtivo. Enfim, é calculado como a proporção do tempo totalmente produtivo para o tempo de fabricação planejado.
A princípio o cálculo do OEE é muito simples e pode ser facilmente compreendido através da figura abaixo.
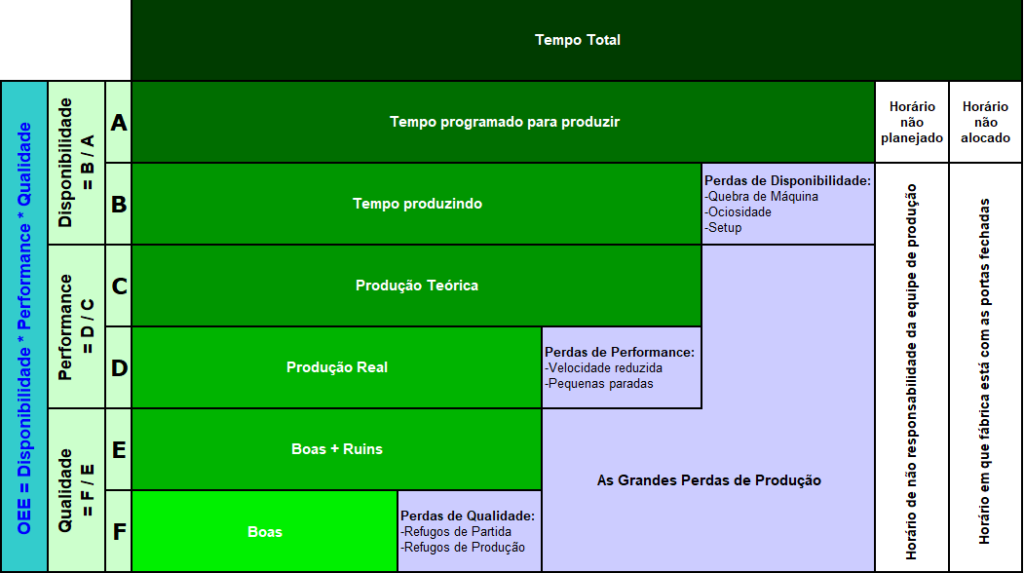
Tempo de Responsabilidade do Departamento de Produção
Do tempo total de um equipamento, deve-se considerar para cálculo do OEE apenas o tempo que é de responsabilidade da equipe de produção.
Ou seja, o tempo que o equipamento não produziu devido à empresa não estar em seu horário de funcionamento, ou aquele tempo que o equipamento não produziu, apesar de estar no horário de trabalho, por razões alheias à equipe de produção, tal como falta de pedidos, por exemplo, não entram no cálculo do OEE.
Retirando estes tempos do tempo total, sobra o tempo que a equipe de produção tem para produzir o que precisa ser produzido, ou seja, o tempo onde é realizado o programa de produção, e é com base neste tempo que se calcula o OEE.
Disponibilidade
Afinal, disponibilidade nos diz quanto tempo o equipamento produziu em relação ao tempo total disponível para produção, sendo calculado da seguinte maneira:
Disponibilidade% = (Tempo produzindo / Tempo programado para produzir) * 100%
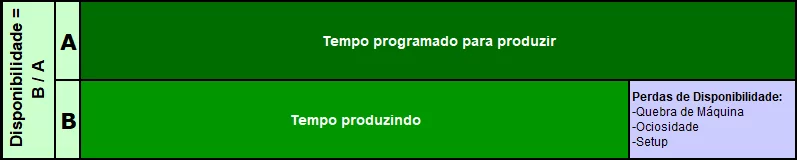
Primeiramente, a disponibilidade leva em consideração as paradas não planejadas no processo produtivo. O tempo em produção ou capacidade utilizada equivale ao tempo em que a máquina está produzindo ou realizando alguma atividade planejada.
Performance
Todavia, a linha produtiva tem uma capacidade máxima e esta capacidade está relacionada com o tempo do que é produzido na linha. O índice de performance representa a porcentagem da velocidade de produção com relação a velocidade nominal, ou seja, velocidade de produção atual em relação a velocidade com que o equipamento produziu e foi projetado para tal.
A performance compara a quantidade produzida com a quantidade teórica que poderia ter sido produzida enquanto o equipamento estava produzindo, independente da qualidade do que foi produzido, sendo calculado da seguinte maneira:
Performance% = (Quantidade Produção Real / Quantidade Produção Teórica) * 100%

Qualidade
Esse último indicador vai avaliar se a produção que está saindo das suas máquinas é realmente útil, ou seja, quantos itens bons foram produzidos em relação ao total de itens produzidos, sendo calculado da seguinte maneira:
Qualidade% = (Quantidade de Bons / Quantidade Total Produzida)* 100%
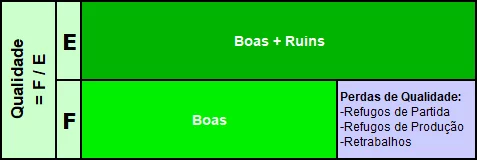
Sendo que Quantidade Total Produzida = Quantidade de Bons + Quantidade de Ruins
OEE – Overall Equipment Effectiveness
Assim com os 3 indicadores calculados em mãos, já é possível fazer o cálculo do OEE, para isto utilizarmos a fórmula abaixo:
OEE = Disponibilidade X Performance X Qualidade
Exemplo de cálculo do OEE de um equipamento
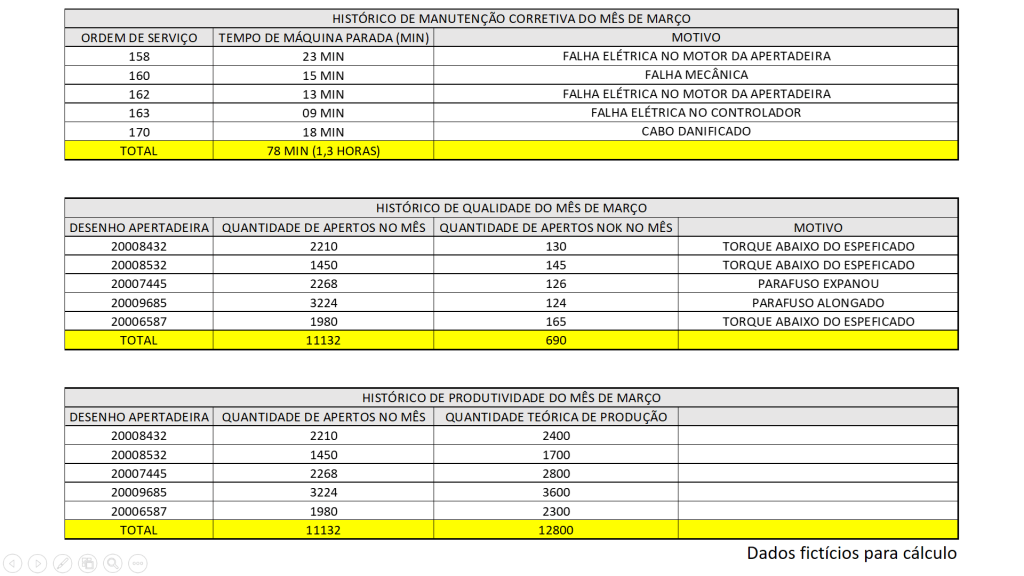
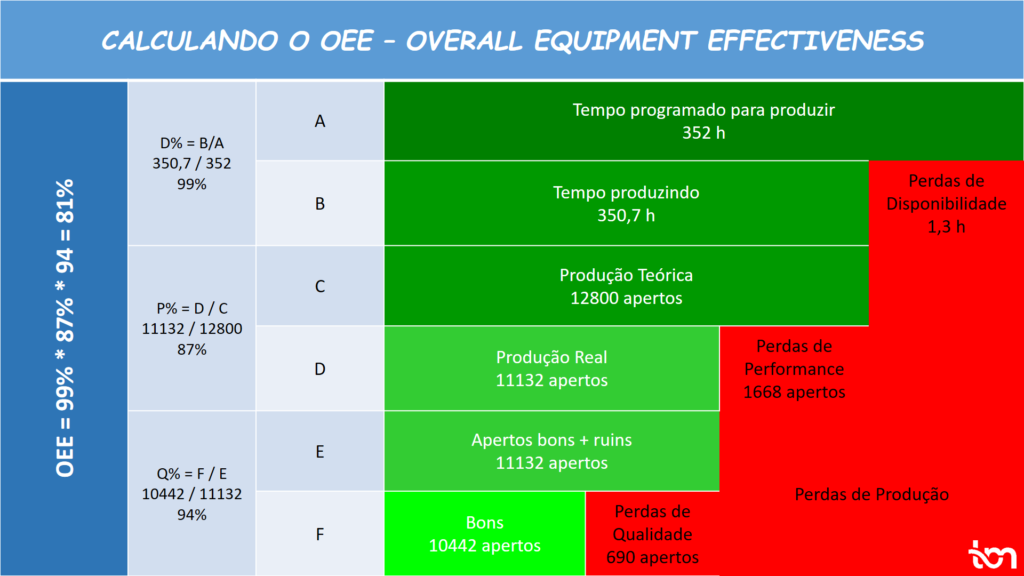
Vamos calcular o OEE do equipamento Apertadeira ETV ST para o mês de março (dados na imagem).
Primeiramente a apertadeira ETV ST trabalha 22 dias por mês, 16 horas por dia. 22 dias x 16 horas = 352 horas por mês
Calculando a Disponibilidade
Disponibilidade% = (Tempo produzindo / Tempo programado) * 100%
Tempo total de máquina parada: 78 min (1,3 horas)
Tempo total previsto ou programado: 352 horas
Disponibilidade: (352h – 1,3h) / 352h = 0,99 ou 99%
Calculando a Qualidade
Qualidade% = (Quantidade de bons / Quantidade Total ) * 100%
Quantidade de apertos total produzidos: 11132 apertos
Quantidade de apertos NOK: 690
Qualidade: (11132-690) / 11132 = 0,94 ou 94%
Calculando a Eficiência ou Performance
Performance% = (Quantidade Produção Real / Quantidade Produção Teórica) * 100%
Quantidade de apertos no mês: 11132
Quantidade teórica prevista no mês: 12800
Performance: 11132 / 12800 = 0,87 ou 87%
Por fim, para calcular o OEE devemos multiplicar os 3 índices encontrados para encontrar o OEE do equipamento:
0,99 x 0,94 x 0,87 = 0,81 ou 81%
Este é o OEE do equipamento para o mês de março.
A imagem a seguir ilustra o cálculo do OEE deste exemplo:
Para saber detalhadamente cada tempo, clique aqui!
Não sabe o que é OEE? Aprenda agora mesmo!
Acompanhe a série sobre o OEE por aqui!
Planilha conceitual de como calcular o OEE
Acesse a página “Baixar planilha OEE“.
Gostou do conteúdo? Então torne-se um ESPECIALISTA EM OEE e aprenda a dominar o principal indicador da indústria e aumente a eficiência dos equipamentos, mesmo se você já possui muita, pouca ou nenhuma experiência, e melhore os processos e produtividade da sua operação!
